|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
УСОВЕРШЕНСТВОВАННАЯ ТЕХНОЛОГИЯ
ТЕРМООБРАБОТКИ ДЕТАЛЕЙ КОРПУСА БМП-3
А. А. Арцруни, В. Р. Бегичев. Ю. З. Засельский, Т. К. Карпова Вестник бронетанковой техники. № 5. 1991.
Обоснована целесообразность изменения принятой технологии термической обработки броневых корпусов и башен БМП-3. Показана необходимость, в целях оптимизации броневых свойств, введения дополнительной операции раздельного старения групп деталей со «щадящим» режимом послесварочного отпуска.
Боевые машины пехоты первого поколения БМП-1 и БМП-2 имели стальной сварной корпус с использованием навесных элементов из алюминиевых конструкционных сплавов АЦМ и Д20. В отличие от них корпус БМП-3 представляет собой алюминиевую броневую конструкцию из специальной брони. Использование алюминия позволяет уменьшить массу корпуса из такого материала на 25% по сравнению со стальным корпусом, обладающим аналогичными характеристиками бронестойкости. Первой в отечественном бронекорпусном производстве машиной с алюминиевым корпусом (при стальной башне) была боевая машина десанта БМД-1 с противопульным бронированием, выполненным из сплава марки АБТ-101 толщиной 8...32 мм. Новая БМП-3 представляет собой первую в отечественном танкостроении машину с цельноалюминиевыми корпусом и башней. Для корпуса БМП-3 применяется алюминиевая противопульная и противоснарядная броня АБТ-102. Этот броневой сплав относится к системе А1-Zn-Mz группы деформируемых термически упрочняемых сплавов (авторское свидетельство № 928271). Броневые свойства формируются на всех стадиях производства (литье, прокатка и т. д.), но решающей является стадия термообработки. При изготовлении корпуса БМД-1 используется способ термической обработки, заключающийся в закалке брони и последующем 2-ступепчатом старении плит и бронеконструкций (табл. 1).
Таблица 1. Режимы термообработки корпуса БМД-1
В отличие от БМД-1 в БМП-3 используются плиты толщиной 10...60
мм. Броневой корпус и башня выполнены сварными из сплава АБТ-102, а днище – из штампованных
заготовок АМг6.
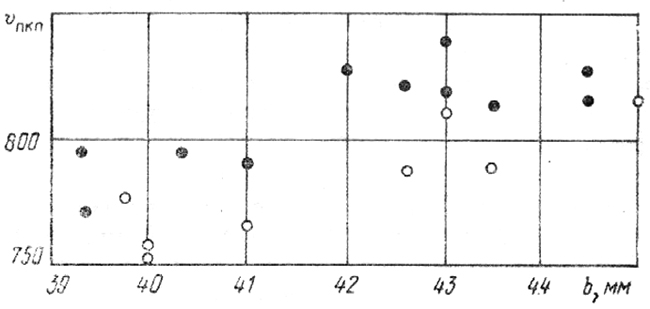
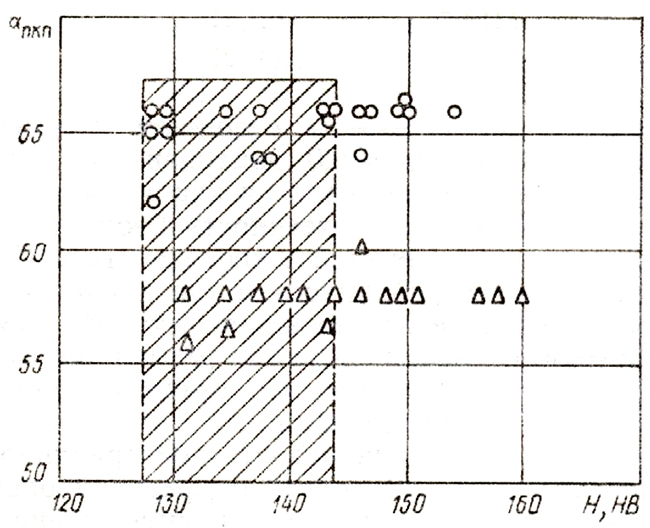
Дифференциация брони определена ТТЗ и предполагает различные требования к фронтальной, бортовой и кормовой проекциям машины. Детали фронтальной проекции представляют собой противоснарядную группу, детали кормы – противопульную, борта – смешанную группу. Эти условия определяют требования к механическим свойствам (твердости) каждой из этих групп деталей. Так, противопульная стойкость находится в прямой зависимости от твердости Н. С увеличением Н растет скорость предела кондиционных поражений Vпкп с разбросом до 50 м/с (рис. 1); для этого необходимо обеспечить в противопульной группе деталей твердость ≥140 НВ. Противоснарядная стойкость αпкп, напротив, находится в обратной зависимости от твердости (рис. 2).
Рис. 1. Зависимость скорости предела кондиционных поражений Vпкп от твердости и толщины b брони АБТ-102 при стрельбе пулей Б32 калибра 7,62 мм по нормали вплотную: темные точки – твердость свыше 140 НВ, светлые – не менее 140 НВ
Рис. 2. Зависимость противоснарядной стойкости αпкп при обстреле брони АБТ-102 30-мм снарядами БТ (дистанция 300 м) от твердости Н: точки – твердость > 140 НВ, а треугольники не менее 140 НВ; заштрихована зона оптимального значения
В этом случае оптимальным значением является твердость ниже 140 НВ. Смешанная группа деталей должна сочетать оба этих противоречивых требования и может быть представлена твердостью, близкой к 140 НВ (табл. 2).
Таблица 2. Оптимальная твердость разных групп деталей
Анализ существующей технологии термообработки совмещением II ступени старения с послесварочным отпуском показывает существенные недостатки. К ним относятся несоответствие защитных свойств деталей их оптимальным значениям, а также значительный разброс свойств, которые имеют детали одной толщины, но с различным расположением в броневом узле. Средняя твердость различных групп деталей, получаемая в результате обработки по существующей технологии, в сопоставлении с оптимальным интервалом твердости представлена в табл. 3.
Таблица 3. Сравнение
твердости по группам деталей (в числителе — средние значения, в знаменателе – разброс 3δ)
Таблица составлена на основании данных более чем 110 машин (220 измерений на каждую толщину). Разброс вычислялся как утроенная дисперсия. Таким образом, твердость брони находится в указанном интервале с вероятностью 95%, и большинство деталей находится за пределами оптимума. Снижение защитных свойств объясняется совместным нагревом деталей различного назначения и разной толщины (в сварном броневом узле) на II ступени старения. С целью устранения недостатков традиционной технологии, т. е. получения дифференцированных свойств по группам деталей и уменьшения разброса механических свойств, была разработана технология термообработки деталей корпуса, которая защищена авторским свидетельством № 236106 (табл. 4).
Таблица 4. Режимы термообработки деталей корпуса
Первая ступень старения проводится с целью получения металла (прокат сплава АБТ-102) в состоянии максимальной прочности. Вторая стадия проводится для перестаривания металла и получения дифференцированных броневых свойств, также для достижения коррозионной стойкости. Послесварочный отпуск узлов предназначен снятия остаточных послесварочных напряжений первого и второго рода, с целью обеспечения требований по стойкости и коррозионному растрескиванию под напряжением без изменения механических и броневых свойств, полученных в результате II ступени старения. Исследование технологии на заводе проводилось в три этапа: 1. Послесварочный «щадящий» отпуск двух корпусов и башен для оценки снижения остаточных напряжений. 2. Термообработка карт АБТ-102 в режиму II и III ступеней старения, имитирующем режиме подетальной термообработки, с целью уточнения температурного интервала и времени выдержки результатам испытаний на бронестойкость и уровню твердости. 3. Термообработка по новой технологии. Осмотр двух корпусов, обработанных по режиму «щадящего» отпуска (1-й этап проверки прошедших пробеговые испытания (по истечении 10-12 месяцев с момента проведения послесварного отпуска), подтвердил эффективность снятия послесварочных напряжений и отсутствие разрозненного и усталостного растрескивания. Твердость карт, обработанных по режимам последовательной технологии термообработки (2-й проверки), была близка к оптимальной, обеспечивая требуемый уровень бронестойкости. По результатам 2-го этапа были назначены дифференцированные по толщинам режимы II ступени старения. В этих режимах обработаны 2 корпуса и башни. Как оказалось, свойства металла формируются в основном на стадии II ступени старения. Изменение твердости в результате послесварочного отпуска при этом не превышает погрешности метода Бринелля. Послесварочный отпуск обеспечил требуемое снижение уровня остаточных напряжений, при котором отсутствует растрескивание металла под действием коррозии. Испытания карт пулевым и снарядным обстрелом показали, что защитные свойства всех контрольных карт удовлетворяют требованиям ТУ. По критерию αпкп получился запас противоснарядной стойкости около 2°. Получен также некоторый запас защитных свойств (Vпкп=20÷30 м/с) при пулевом обстреле. Вывод. Усовершенствованная технология термообработки деталей корпуса БМП-3 обеспечивает повышение их защитных свойств.
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|